We are delighted to announce the addition of Mike Elling to the Rotochopper team as Chief Financial Officer (CFO). In […]
Learn More
We are delighted to announce the addition of Mike Elling to the Rotochopper team as Chief Financial Officer (CFO). In […]
Learn More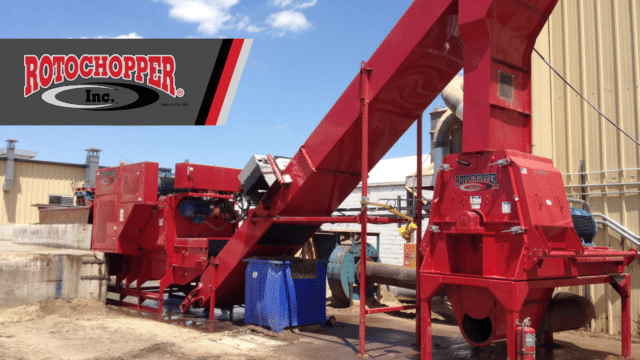
In an era where innovation intersects with sustainability, Rotochopper is revolutionizing the way industries approach waste management and recycling. In keeping […]
Learn More
This Rotochopper University Instruction Guide outlines the steps for connecting a grinder to a transport dolly efficiently. It begins […]
Learn More
Rotochopper, a leading manufacturer of horizontal grinders, shredders, and screening equipment, successfully concluded its annual Rotochopper University training program in […]
Learn More
Horizontal grinding equipment is built to weather the demands of industries ranging from organic waste recycling and pallet demolition to […]
Learn More
Industrial horizontal grinders, while critical to the smooth operation of many waste reduction worksites, can pose a possible hazard to […]
Learn More
St. Martin, MN – Rotochopper, Inc. proudly announces the launch of Sarlac, a cutting-edge machine designed to revolutionize material downsizing […]
Learn More
As 2023 draws to a close, we reflect on its challenges and triumphs. We extend heartfelt gratitude to our customers, […]
Learn More
A successful operation relies just as much on its equipment as it does its people, and grinder screens are among […]
Learn More
Background Bee Green Recycling & Supply is a green waste recycling company based in Oakland, California. Founded in 2009 by […]
Learn More
During the month of October, we shine a spotlight on the incredible innovations, processes, and stories that make Rotochopper a […]
Learn More
In the waste reduction industry, a successful operation relies on several essential systems and processes to ensure industrial waste is […]
Learn MoreRotochopper, Inc.
217 West Street, PO Box 295
St. Martin, MN 56376
Phone: 320-875-9950
Email: info@rotochopper.com
Connect with Rotochopper to see our machines in action, new products, news and events!
Join our Email List to stay up to date on the latest product releases and updates, industry news, and offers.
We would love to see your photos and videos! Tag #Rotochopper in your posts to share them with us.